Cos'è il riscaldo ad induzione
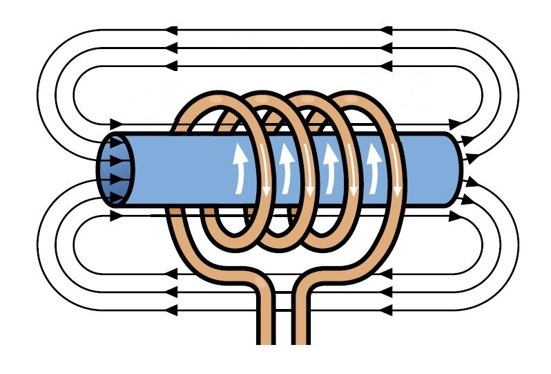
Ogni volta che la corrente elettrica alternata ad alta o media frequenza cambia direzione, il campo magnetico generato cambia direzione a sua volta.
Quando un componente elettricamente conduttore viene inserito all’interno del campo magnetico assorbe l’energia come corrente elettrica alternata.
Come in un trasformatore, la corrente indotta nel pezzo (circuito secondario) è proporzionale alla corrente che circola nell’induttore (circuito primario) e inversa al quadrato della loro distanza.
La corrente elettrica indotta, detta anche corrente parassita o corrente di eddy, genera calore sulla superficie del componente a causa della resistenza elettrica del materiale (detto effetto Joule).
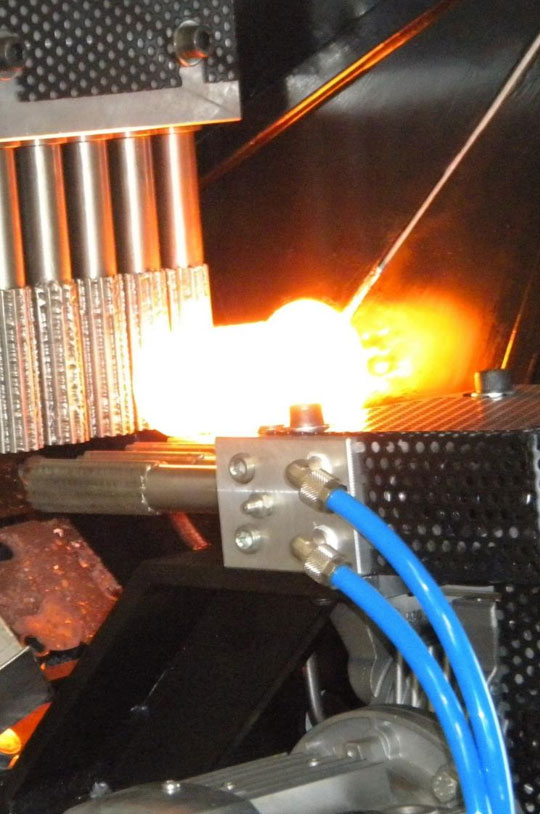
Una bobina viene usata per trasferire l’energia nel pezzo da riscaldare usando un campo elettromagnetico alternato a sua immagine speculare.
La corrente elettrica scorre attraverso la bobina e genera il campo elettromagnetico che è in grado di produrre la corrente elettrica nel pezzo.
La bobina, più spesso chiamata induttore, definisce il campo elettromagnetico e quindi l’efficacia e l’efficienza del riscaldamento.
Gli induttori per il riscaldamento a d induzione possono avere forme e complessità molto diverse: da un semplice induttore a singola spira o a solenoide ( che consiste in un tubo di rame sagomato attorno a un mandrino) fino a induttori di precisione lavorati a macchina da semilavorati di rame e brasati insieme.
PERCHÈ SCEGLIERE IL RISCALDO AD INDUZIONE?
VANTAGGI
- Presenza della sola energia elettrica con sistemi di controllo adeguati e alta sicurezza.
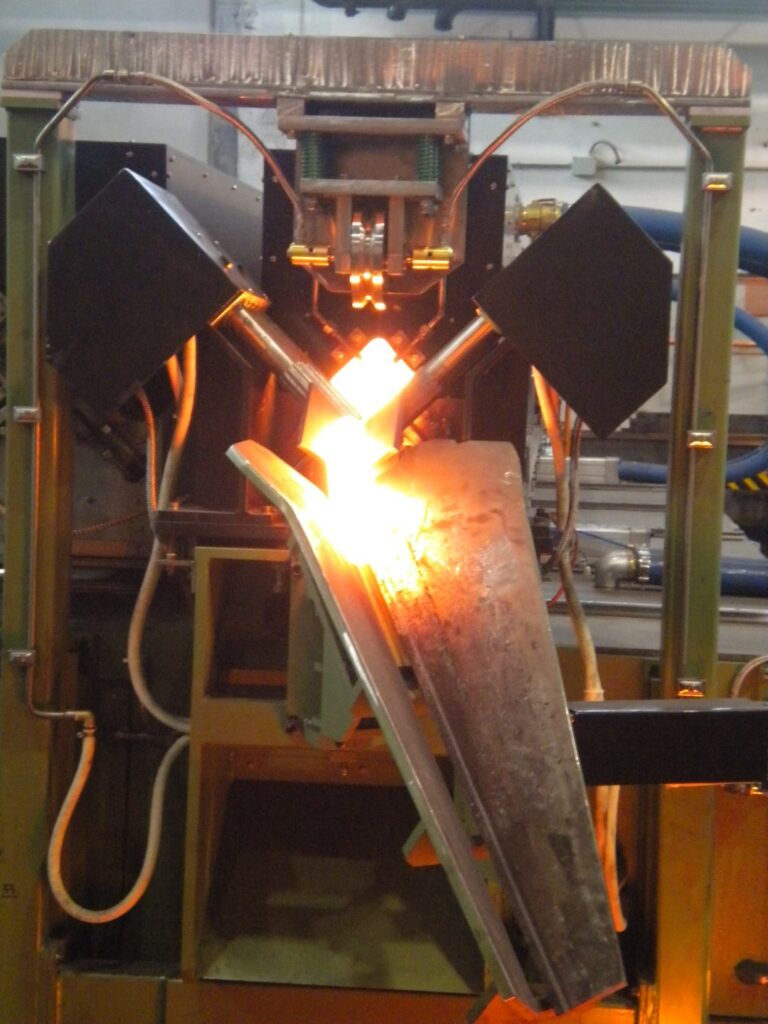
- Assenza di fiamma. Il particolare più in alto in temperatura è il materiale in riscaldo in quanto il processo si basa sull’autoriscaldamento dell’acciaio per via delle correnti indotte.
- Bassissima presenza di ossidazione del materiale, oltretutto con possibilità di aumentarne la qualità insufflando del semplice azoto nell’induttore di riscaldo.
- Quindi assenza di scorie garantendo ottima qualità del materiale riscaldato diretto alla lavorazione successiva e maggior durata degli stampi.
- Assenza di necessità di preaccensioni con avvio della produzione in brevissimo tempo.
- Facilità della manutenzione con accensione e spegnimento del sistema in pochi attimi.
- Fermi macchina limitati.
- Capacità di regolazione della temperatura di riscaldo dei pezzi in modo veloce e diretto.
- Tempi di riscaldo brevi, ogni singolo pezzo permane in riscaldo per breve tempo (quello sufficiente perché il cuore del materiale sia in temperatura) evitando ossidazioni e decarburazioni.Impianto di dimensioni compatte con necessità di spazi limitati.
- Impiantistica esterna limitata al sistema di raffreddamento ad acqua e alla sorgente di energia elettrica.
SVANTAGGI
- Complessità del macchinario con tecnologia elettronica interna.
- Necessità di sistema di distribuzione elettrica adeguata.
- Rischi di fusione del materiale se si commettono gravi errori nelle impostazioni parametri di riscaldo o in condizioni di comandi manuali forzati da parte dell’operatore.
- Minori rendimenti su figure disomogenee o complesse. I maggiori rendimenti si hanno su barre o pezzi di forma regolare, quadra o tonda per meglio accoppiarsi all’induttore di riscaldo.
CONCLUSIONI
I numerosi vantaggi derivanti dall’uso di un riscaldatore ad induzione, soprattutto nell’ambito dello stampaggio a caldo, della tempra, del riscaldo tubi per rivestimento, della fusione dei metalli preziosi, hanno portato l’intero mercato ormai da anni a prediligere questo tipo di tecnologia per l’innalzamento termico dei pezzi in lavorazione.
Applicazioni
Le aree di applicazione del riscaldo ad induzione dei metalli sono numerose, molteplici e disparate.
Il grande dinamismo e creatività fanno di INDUCPOWER un’azienda versatile presente in tutti i settori del riscaldo ad induzione, ed in particolare:
- Riscaldi totali e parziali per stampaggio o forgiatura a caldo di materiali ferrosi e non ferrosi
- Riscaldi per estrusione di metalli
- Tempra superficiale e profonda di metalli, rinvenimenti
- Ricottura e distensione localizzata o in linea di fili e tubi
- Fusione di metalli comuni e preziosi
- Piantaggi, spiantaggi, deformazioni a caldo e semicaldo, riscaldi perimetrali automotive e riscaldi localizzati
- Riscaldo per rivestimento dei tubi
- Riscaldo per fusioni o sinterizzazioni sottovuoto
- Brasatura di rame, acciaio e metalli duri con apporto leghe
- Rinvenimento per eliminazione tempre superficiali
- Stagnature, riscaldo per evaporazioni o aumento temperatura fluidi