O QUE É aquecimento por indução
Sempre que a corrente elétrica alternada de alta ou média frequência muda de direção, o campo magnético gerado muda de direção por sua vez.
Quando um componente eletricamente condutor é colocado dentro do campo magnético, ele absorve energia como uma corrente elétrica alternada.
Como em um transformador, a corrente induzida na peça (circuito secundário) é proporcional à corrente que circula no indutor (circuito primário) e inversa ao quadrado de sua distância.
A corrente elétrica induzida, também chamada de corrente parasita ou corrente parasita, gera calor na superfície do componente devido à resistência elétrica do material (chamado efeito Joule).
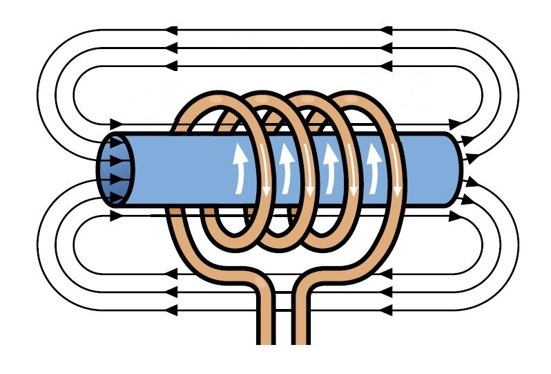
Uma bobina é usada para transferir energia para a peça de trabalho a ser aquecida usando um campo eletromagnético alternado em sua imagem espelhada.
A corrente elétrica flui através da bobina e gera o campo eletromagnético que é capaz de produzir a corrente elétrica na peça de trabalho.
A bobina, mais comumente chamada de indutor, define o campo eletromagnético e, portanto, a eficácia e eficiência do aquecimento.
Os indutores para aquecimento por indução podem ter formas e complexidades muito diferentes: desde uma simples volta única ou indutor solenóide (consistindo de um tubo de cobre moldado em torno de um mandril) até indutores de precisão usinados a partir de blocos de cobre e refogados juntos.
POR QUE ESCOLHER O AQUECIMENTO POR INDUÇÃO?
VANTAGENS
- Presença de eletricidade somente com sistemas de controle adequados e alta segurança.
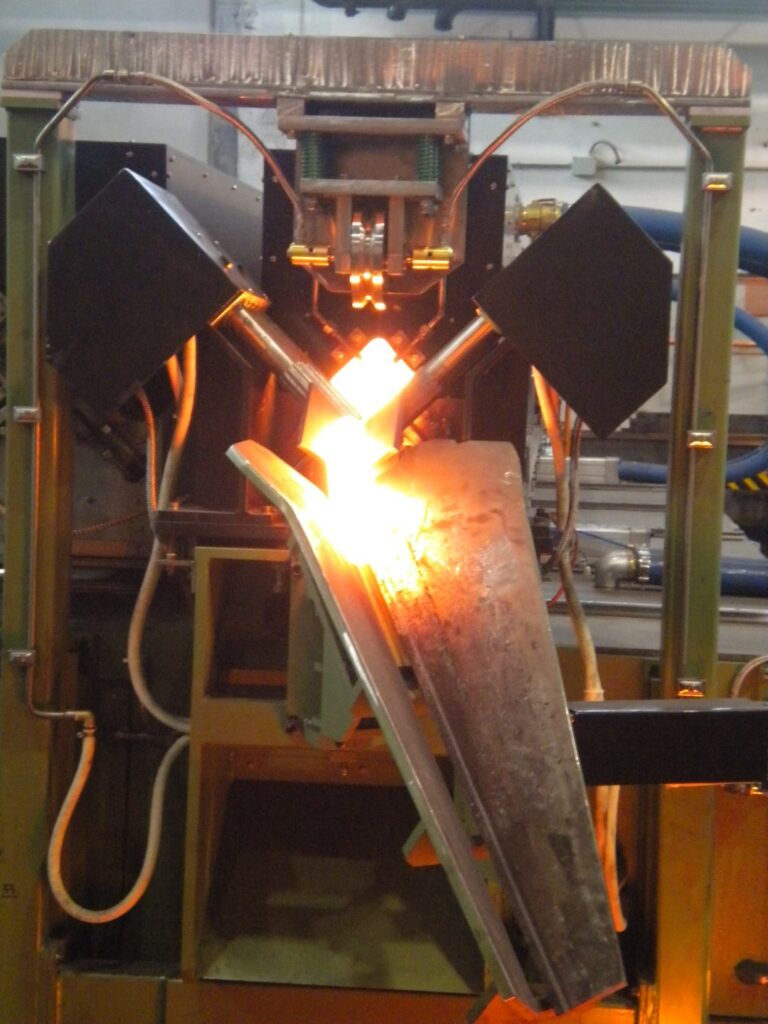
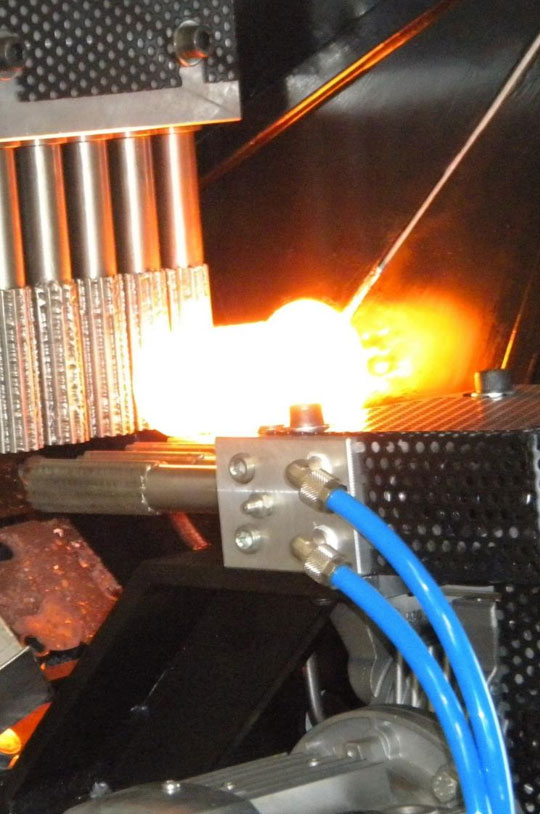
- Ausência de chama. A parte com maior temperatura é o material que está sendo aquecido, pois o processo é baseado no autoaquecimento do aço devido a correntes induzidas.
- Baixíssima presença de oxidação do material, além disso com possibilidade de aumentar sua qualidade soprando nitrogênio simples no indutor de aquecimento.
- Portanto ausência de escória garantindo excelente qualidade do material aquecido direcionado para posterior beneficiamento e maior vida útil dos moldes.
- Ausência de necessidade de pré-ignição com início de produção em tempo muito curto.
- Facilidade de manutenção com sistema ligando e desligando em segundos.
- Tempo de inatividade limitado.
- Possibilidade de regular a temperatura de aquecimento das peças de forma rápida e direta.
- Tempos de aquecimento curtos, cada peça permanece aquecida por um curto período de tempo (tempo suficiente para que o núcleo do material esteja na temperatura certa) evitando oxidação e descarbonetação Planta de tamanho compacto com requisitos de espaço limitados.
- Engenharia de planta externa limitada a sistema de resfriamento de água e fonte de eletricidade.
DESVANTAGENS
- Complexidade do maquinário com tecnologia eletrônica interna.
- Necessidade de um sistema de distribuição elétrica adequado.
- Risco de derretimento do material se forem cometidos erros graves nas configurações dos parâmetros de aquecimento ou em condições de comandos manuais forçados pelo operador.
- Retornos mais baixos em números irregulares ou complexos. Os maiores rendimentos são obtidos em barras ou peças de formato regular, quadrado ou redondo para melhor adaptação ao indutor de aquecimento.
CONCLUSÕES
As muitas vantagens decorrentes do uso de um aquecedor por indução, especialmente na área de forjamento a quente, têmpera, aquecimento de tubos para revestimento, fusão de metais preciosos, levaram todo o mercado há anos a preferir este tipo de tecnologia para o aquecimento térmico elevação das peças de trabalho.
FORMULÁRIOS
As áreas de aplicação do aquecimento por indução de metais são numerosas, múltiplas e díspares.
O grande dinamismo e criatividade fazem da INDUCPOWER uma empresa versátil presente em todos os setores do aquecimento por indução, e em particular:
- Aquecimento total e parcial para prensagem ou forjamento a quente de materiais ferrosos e não ferrosos
- Calor para extrusão de metal
- Endurecimento superficial e profundo de metais, têmpera
- Recozimento e alívio de tensão localizado ou em linha de fios e tubos
- Fusão de metais comuns e preciosos
- Deformações de prensagem, push-pull, quente e semi-quente, aquecimento de perímetro automotivo e aquecimento localizado
- Aquecimento para revestimento de tubos
- Aquecimento para fusões ou sinterização a vácuo
- Brasagem de cobre, aço e metais duros com adição de liga
- Têmpera por eliminação de têmperas de superfície
- Estanhagem, aquecimento por evaporação ou aumento da temperatura do fluido