QUÉ ES EL calentamiento por inducción
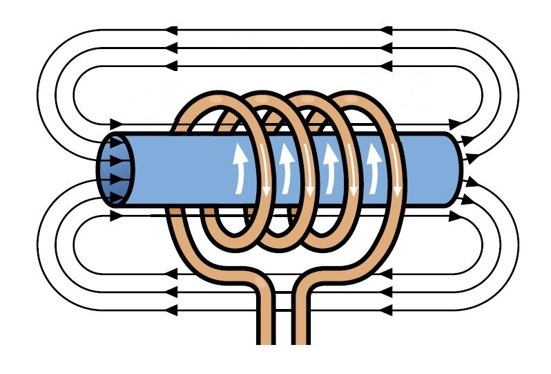
Cada vez que la corriente eléctrica alterna de alta o media frecuencia cambia de dirección, el campo magnético generado cambia de dirección a su vez. Cuando un componente eléctricamente conductor se coloca dentro del campo magnético, absorbe energía como una corriente eléctrica alterna.
Como en un transformador, la corriente inducida en la pieza (circuito secundario) es proporcional a la corriente que circula en el inductor (circuito primario) e inversa al cuadrado de su distancia. La corriente eléctrica inducida, también llamada corriente de Foucault o corriente de Foucault, genera calor en la superficie del componente debido a la resistencia eléctrica del material (llamado efecto Joule).
Se utiliza una bobina para transferir energía a la pieza de trabajo que se va a calentar utilizando un campo electromagnético alterno en su imagen especular. La corriente eléctrica fluye a través de la bobina y genera el campo electromagnético que es capaz de producir la corriente eléctrica en la pieza de trabajo.
La bobina, más a menudo llamada inductor, define el campo electromagnético y, por lo tanto, la eficacia y la eficiencia del calentamiento.
Los inductores para el calentamiento por inducción pueden tener formas y complejidades muy diferentes: desde un simple inductor de una sola vuelta o de solenoide (que consiste en un tubo de cobre con forma de mandril) todo el camino hasta inductores de precisión mecanizados a partir de piezas de cobre y soldados juntos.
¿POR QUÉ ELEGIR EL CALENTAMIENTO POR INDUCCIÓN?
VENTAJAS
- Presencia de energía eléctrica únicamente con adecuados sistemas de control y alta seguridad.
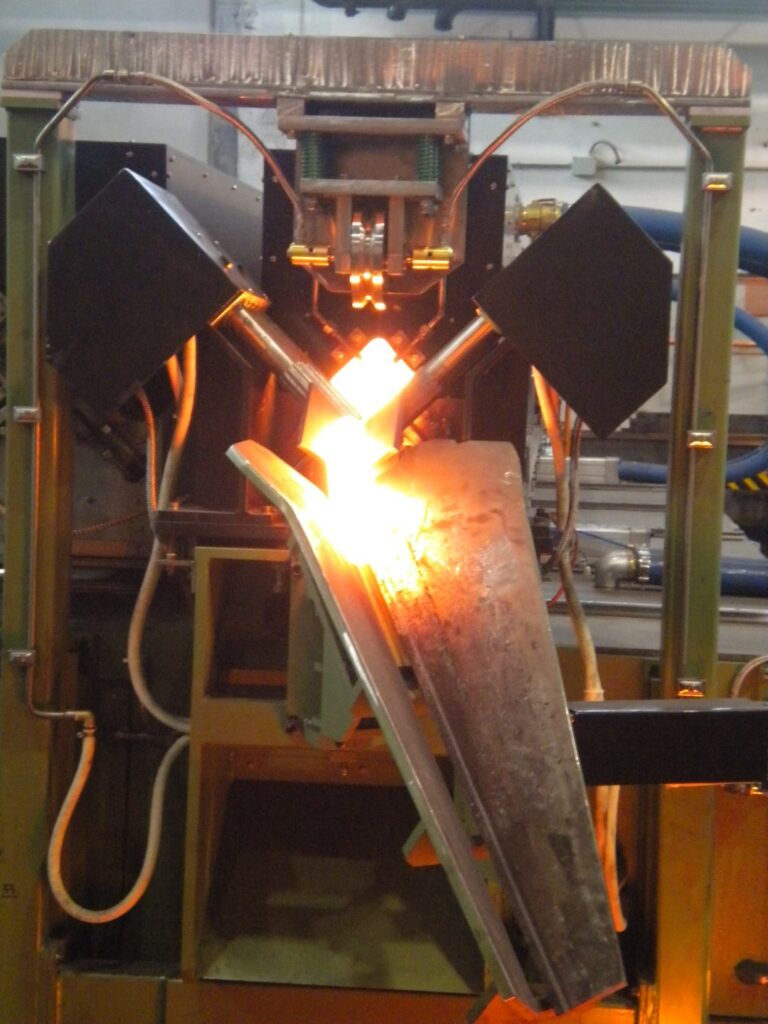
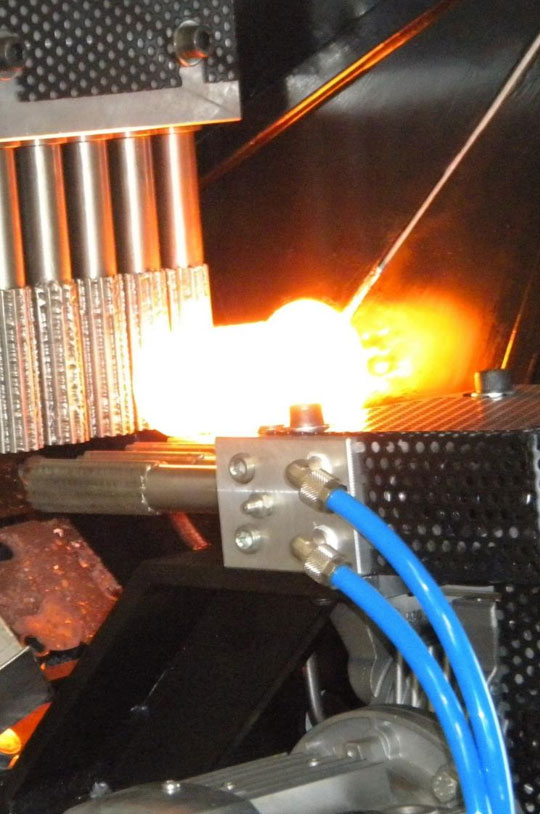
- Ausencia de llama. La parte con mayor temperatura es el material que se está calentando ya que el proceso se basa en el autocalentamiento del acero por corrientes inducidas.
- Muy baja presencia de oxidación del material, además con la posibilidad de aumentar su calidad inyectando nitrógeno simple en el inductor de calentamiento.
- Por lo tanto, ausencia de escoria asegurando una excelente calidad del material calentado destinado al procesamiento posterior y una mayor vida útil de los moldes
- Ausencia de necesidad de preencendido con inicio de producción en muy poco tiempo.
- Facilidad de mantenimiento con el sistema encendido y apagado en segundos.
- Tiempo de inactividad limitado.
- Posibilidad de regular la temperatura de calentamiento de las piezas de forma rápida y directa.
- Cortos tiempos de calentamiento, cada pieza individual permanece calentada por un corto tiempo (el tiempo suficiente para que el núcleo del material esté a la temperatura adecuada) evitando oxidación y descarburación Planta de tamaño compacto con requerimientos de espacio limitado.
- Ingeniería de planta externa limitada a sistema de enfriamiento de agua y fuente de electricidad.
DESVENTAJAS
- Complejidad de la maquinaria con tecnología electrónica interna.
- Necesidad de un adecuado sistema de distribución eléctrica.
- Riesgo de fusión del material si se cometen errores graves en la configuración de los parámetros de calentamiento o en condiciones de comandos manuales forzados por parte del operador.
- Menores rendimientos en cifras desiguales o complejas. Los mayores rendimientos se obtienen en barras o piezas de forma regular, cuadrada o redonda para adaptarse mejor al inductor de calentamiento.
CONCLUSIONES
Las numerosas ventajas que se derivan del uso de un calentador de inducción, especialmente en el campo de la forja en caliente, el templado, el calentamiento de tuberías para el revestimiento, la fusión de metales preciosos, han llevado a todo el mercado desde hace años a preferir este tipo de tecnología para la termofusión. elevación de las piezas de trabajo.
aplicaciones
Las áreas de aplicación del calentamiento por inducción de metales son numerosas, múltiples y dispares.
El gran dinamismo y creatividad hacen de INDUCPOWER una empresa polivalente presente en todos los sectores del calentamiento por inducción, y en particular:
- Calentamiento total y parcial para prensado o forjado en caliente de materiales ferrosos y no ferrosos
- Calor para extrusión de metal
- Endurecimiento superficial y profundo de metales, revenido
- Recocido y alivio de tensión localizado o en línea de cables y tuberías
- Fusión de metales comunes y preciosos
- Prensado, push-pull, deformaciones en caliente y semi-caliente, calentamiento perimetral automotriz y calentamiento localizado
- Calentamiento para revestimiento de tuberías
- Calentamiento para fusiones o sinterización al vacío
- Soldadura fuerte de cobre, acero y metales duros con adición de aleaciones
- Revenido por eliminación de revenidos superficiales
- Estañado, calentamiento por evaporación o aumento de temperatura del fluido