WAS IST INDUKTIONSERWÄRMUNG
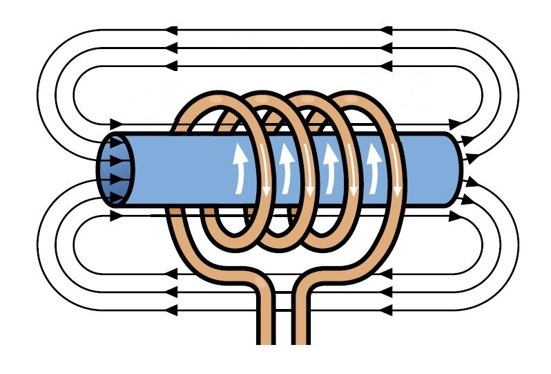
Wenn der hochfrequente elektrische Wechselstrom die Richtung ändert, ändert das erzeugte Magnetfeld die Richtung.
Wenn ein elektrisch leitendes Bauteil in das Magnetfeld eingefügt wird, nimmt es die Energie als elektrischen Wechselstrom auf.
Wie bei einem Transformator ist der induzierte Strom im Werkstück (Sekundärkreis) proportional zum Strom, der in der Heizspule (Primärkreis) fließt, und umgekehrt zum Quadrat ihres Abstands.
Der induzierte elektrische Strom, der auch als parasitärer Strom oder Wirbelstrom bezeichnet wird, erzeugt aufgrund des elektrischen Widerstands des Materials Wärme an der Oberfläche des Bauteils (Joule-Effekt).
Ein Siedepunkt wird verwendet, um mit Hilfe eines elektromagnetischen Wechselfeldes in seinem Spiegelbild Energie auf das zu erwärmende Teil zu übertragen.
Der elektrische Strom fließt durch die Spule und erzeugt das elektromagnetische Feld, das das elektrische Feld erzeugen kann, das den elektrischen Strom im Stück erzeugen kann.
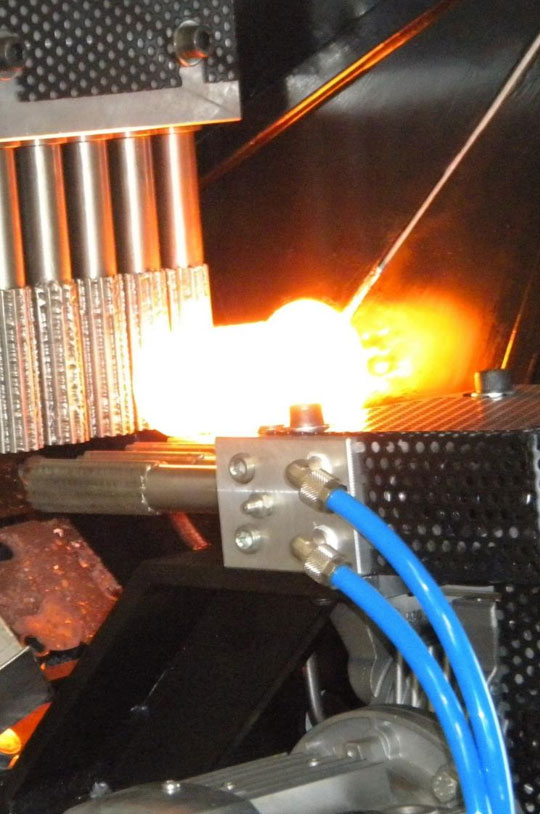
Die Spule, am häufigsten Heizspule genannt, definiert das elektromagnetische Feld und damit die Wirksamkeit und die Effizienz der Erwärmung.
Die Heizspulen für die Induktionserwärmung können sehr unterschiedlich geformt und komplex sein: von einer einfachen Einzelspule oder Magnetheizspule (die aus einem um eine Spindel geformten Kupferrohr besteht) bis hin zu Präzisionsheizspulen, die aus Kupferhalbzeug gefertigt und zusammengelötet werden.
WARUM INDUKTIONSERWÄRMUNG WÄHLEN?
DIE VORTEILE
- Vorhandensein von Elektrizität nur mit angemessenen Kontrollsystemen und hoher Sicherheit.
- Flammenlos. Die höchste Temperaturstufe ist das Heizmaterial, da das Verfahren auf der Selbsterhitzung des Stahls durch induzierte Ströme beruht.
- Sehr geringes Vorhandensein von Oxydation des Materials, außerdem mit der Möglichkeit, seine Qualität durch Einblasen von einfachem Stickstoff in den Heizinduktor zu erhöhen.
- Durch die Abwesenheit von Schlacke, die die Qualität des erhitzten Materials für die anschließende Verarbeitung und längere Dauer der Formen gewährleisten.
- Keine Notwendigkeit für Vorspannungen mit dem Beginn der Produktion in einer sehr kurzen Zeit.
- Einfache Wartung durch Ein- und Ausschalten des Systems in wenigen Augenblicken.
- Begrenzte Ausfallzeiten der Maschine
- Fähigkeit, die Heiztemperatur der Stücke schnell und direkt zu regulieren
- Kurze Erhitzungszeiten, jedes einzelne Stück bleibt für kurze Zeit in der Heizung (die ausreichende Zeit für den Kern des Materials in der Temperatur Systeme mit begrenztem Platzbedarf.
- Externe Systeme, die auf due Wasserkühlung und die Stromquelle beschränkt sind.
DIE NACHTEILE
- Komplexität der Maschine mit interner elektronischer Technologie.
- Notwendigkeit eines geeigneten elektrischen Verteilungssystems
- Die Gefahr des Schmelzens des Materials bei schwerwiegenden Fehlern in den Einstellungen der Heizparameter oder bei erzwungenen manuellen Befehlen durch den Bediener.
- Geringere Ausbeute bei inhomogenen oder komplexen Figuren. Die höchste Ausbeute wird bei Strangen oder Stücken mit regelmäßiger, quadratischer oder runder Form erzielt, um sie besser an den Heizinduktor anzupassen.
SCHLUSSFOLGERUNGEN
Die zahlreichen Vorteile des Einsatzes eines Induktionserhitzers, insbesondere im Bereich des Warmschmiedens, Härtens, Erwärmens von Beschichtungsrohren, Gießens von Edelmetallen, haben dazu geführt, dass der gesamte Markt seit Jahren diese Art von Technologie für die thermische Aufheizung von Werkstücken bevorzugt.
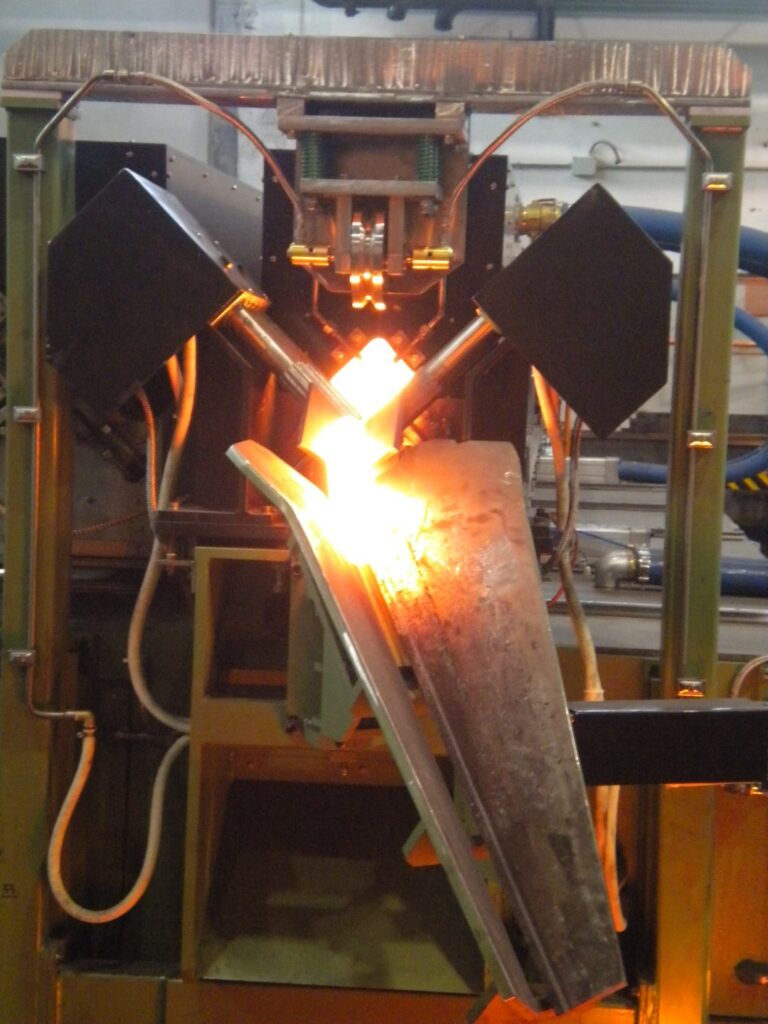
ANWENDUNGEN
Die Anwendungsbereiche der Metallinduktionserwärmung sind zahlreich, vielfältig und unterschiedlich.
Die große Dynamik und Kreativität machen INDUCPOWER zu einem vielseitigen Unternehmen, das in allen Bereichen der Induktionserwärmung präsent ist, insbesondere:
- Vollständige und teilweise Erwärmung zum Warmschmieden oder Schmieden von Eisen- und Nichteisenwerkstoffen
- Erwärmung für das Subsequenzstrangpressen von Metallen
- Oberflächen- und Tiefenhärtung von Metallen, Anlassen
- Glühen und Spannungsarmglühen, lokal oder in-line von Drähten und Rohren
- Schmelzen von gewöhnlichen und Edelmetallen
- Warmschrumpfen, Heiße Veröffentlichung, Halbwarmverformung, Kfz-Perimeter Beheizung und lokale Erwärmung
- Erwärmung für die Rohrbeschichtung
- Erwärmung zum Schmelzen oder Vakuumsintern
- Hartlöten von Kupfer, Stahl und Hartmetallen mit Legierungszusatz
- Anlassen durch Beseitigung der Oberflächenhärtung
- Verzinnen, Erwärmung durch Verdampfen oder Erhöhung der Temperatur von Flüssigkeiten